Bei der Polymerherstellung ist der Polymerisationsgrad streng vom Umsatz abhängig. Dieser reagiert sehr empfindlich auf Verunreinigungen und molare Ungleichgewichte, insbesondere wenn der Umsatz hoch ist.
Ein Ungleichgewicht der Monomere kann die Bildung langer Polymerproduktion verhindern (was zu einer Stagnation des Molekulargewichts führt) und das Auftreten unerwünschter Sekundärreaktionen fördern (was zu Kettenverzweigung, Gelierung und/oder Kettenabbau führt).
Die Entwicklung und Umsetzung von Verfahren zur Online-Überwachung und Steuerung des Umsatzes und des gewichtsmittleren Molekulargewichts (Mw) sind sehr wünschenswert, um Gelbildung, frühzeitige Mw-Stagnation und den Abbau von Polymerproduktion zu vermeiden.
Online-Prozessmessinstrumente wie die Nahinfrarot-Prozessspektroskopie (NIRS) und die Rheologie, die auch die Messung der Viskosität umfasst, sind ideale Kandidaten für die Bestimmung der physikalischen Eigenschaften von Polymeren.
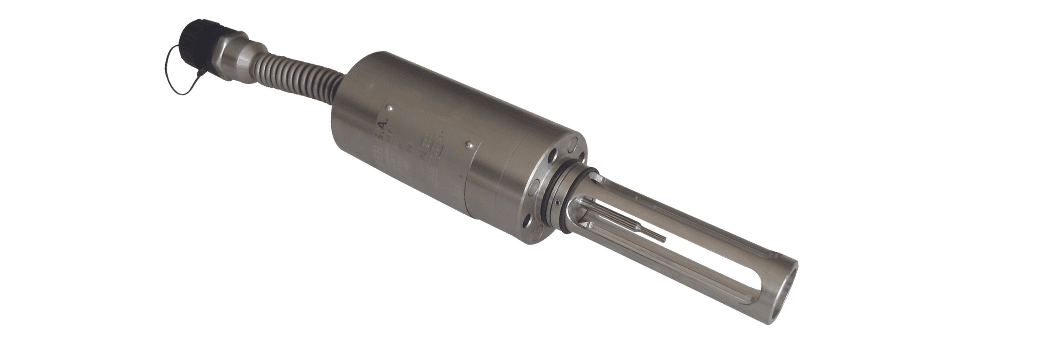
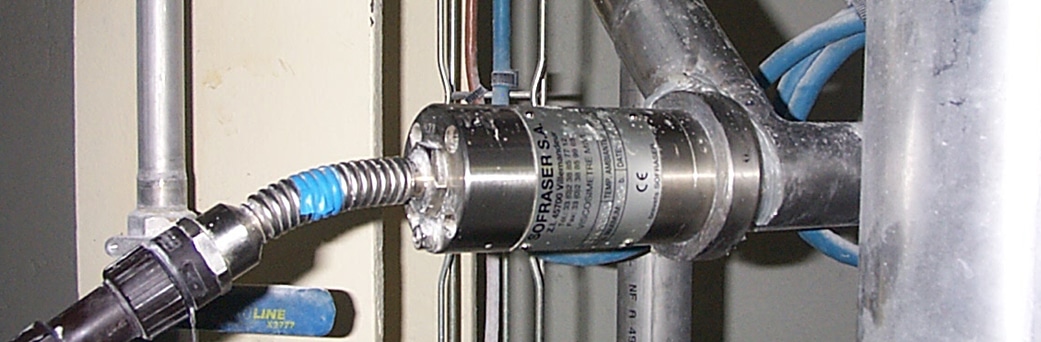
Guided Wave und Sofraser haben sich zusammengetan, um ein duales Messsystem zu entwickeln, das auf einem einzigen gemeinsamen Flansch installiert werden kann, der direkt an der Seite eines Reaktors zur Echtzeit-Prozesskontrolle der Polymerproduktion angebracht werden kann.
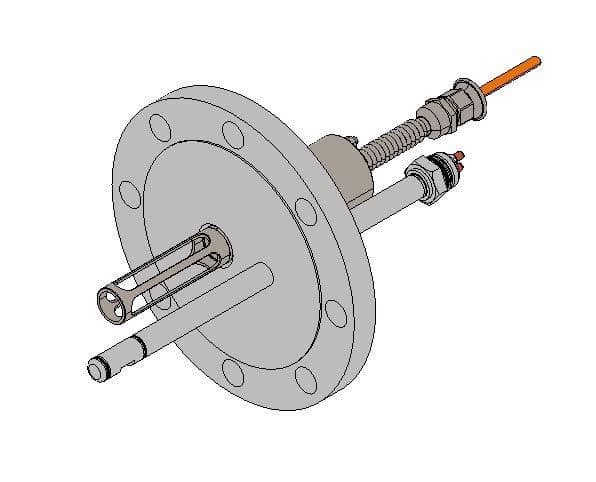
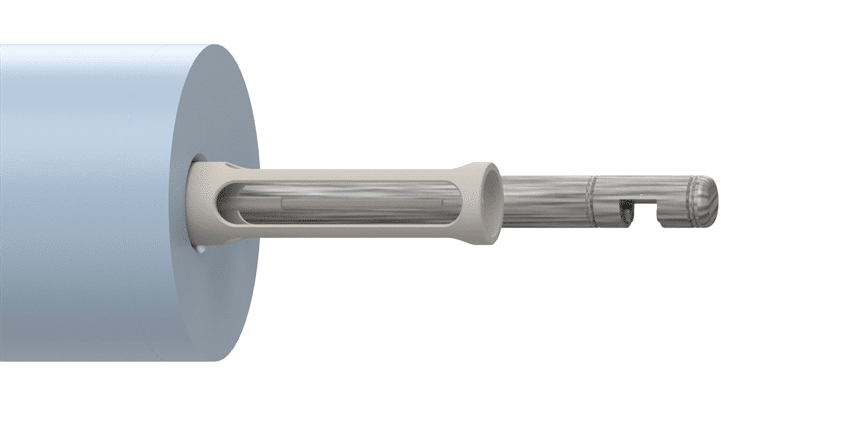
Bildnachweis: Guided Wave
Da sowohl eine NIRS-Messung als auch eine dynamische Viskositätsmessung zur Verfügung stehen, können Prozessingenieure fundierte Entscheidungen auf der Grundlage von Echtzeittrends beim Polymeraufbau, der Monomerreduktion und dem gewichtsmittleren Molekulargewicht treffen. Darüber hinaus ermöglicht die Konfiguration mit zwei Sonden, dass beide Messungen unter denselben lokalen Durchfluss- und Probenbedingungen durchgeführt werden können.
Mit anderen Worten: Wären die Viskosimeter- und NIRS-Sonden an getrennten Flanschen und an unterschiedlichen Stellen des Reaktors installiert, könnte die instationäre Strömung im Reaktor zu einer Verzerrung zwischen den beiden Techniken führen.
Überblick über die Polyurethanproduktion und die Rolle von PAT
Polyurethane werden, wie andere ähnliche Stufenpolymerisationen, in der Regel in zweistufigen Verfahren hergestellt.
The first step of Polymerproduktion
Polymere Materialien mit niedrigem durchschnittlichem Molekulargewicht (Präpolymer) werden durch die Reaktion eines Polyols und eines großen Überschusses an Diisocyanat hergestellt, wobei in der Regel ein molares Verhältnis von 2:1 verwendet wird. Mit der NIR-Spektroskopie kann die Anzahl der reaktiven Hydroxylgruppen (OH) am Polyol gemessen werden.
Die OH-Zahl wirkt sich direkt auf die Anzahl der Urethanbindungen aus, was die physikalischen Eigenschaften des endgültigen Polyurethanprodukts stark beeinflusst. Die OH-Zahl ist daher ein wichtiger Parameter, der bei der Polyolherstellung überwacht und kontrolliert werden muss.
Darüber hinaus ist die übliche Labormethode zur Bestimmung der Hydroxylzahl sowohl zeitaufwändig als auch mit dem Einsatz gefährlicher Stoffe verbunden. Eine In-situ-NIR-Transmissionssonde hat einen schnelleren Durchsatz und reduziert die Exposition des Arbeitnehmers gegenüber den gefährlichen Materialien, die für Offline-Tests erforderlich sind.
Der zweite Schritt der Polymerproduktion
Die Polymerkette wird verlängert, indem das Präpolymer mit einem Diol oder Polyol mit niedrigem Molekulargewicht (Kettenverlängerer) umgesetzt wird. Normalerweise ist das Hauptziel die Herstellung von Polymerproduktion mit hohem Molekulargewicht am Ende des zweiten Reaktionsschritts. Um dieses Ziel zu erreichen, sollten einige sekundäre Ziele verfolgt werden.
Erstens sollten der Monomerumsatz und die Monomerzusammensetzung während des ersten Reaktionsschritts genauestens kontrolliert werden. Zweitens sollte die Menge an Polyol, die dem Reaktionsgefäß während des zweiten Schritts zugeführt wird, streng kontrolliert werden.
Diese sekundären Kontrollziele sind erforderlich, um ein Ungleichgewicht der Monomere zu vermeiden, das zur Herstellung von Polymerproduktion mit niedrigem Molekulargewicht und schließlich zum Verlust des Chargenprodukts führen kann.
Schließlich sollte die Entwicklung des gewichtsmittleren Molekulargewichts durch Prozessviskosimetrie und Spektroskopie genau überwacht werden. Die Ergebnisse dieser Prozessüberwachungsinstrumente können dann zur Steuerung der gewichtsmittleren Molekulargewichte und anderer Parameter während des Kettenverlängerungsschritts der Polyurethansynthese verwendet werden.
Gezielte Prozessviskosimetrie und Spektroskopiekontrolle für die Polyurethansynthese
Die unten dargestellte Steuerungslogik kann je nach Bedarf angepasst werden, um die spezifischen Produktanforderungen zu erfüllen. In der ersten Stufe wird die Prozessspektroskopie zur Überwachung des Monomerumsatzes und des gewichtsmittleren Molekulargewichts eingesetzt.
Andere Parameter wie die Konzentration oder das Verhältnis der Diisocyanate, die Konzentration des Wasserüberschusses oder das Verhältnis der Glykolreaktionsprodukte können ebenfalls mit der Prozessspektroskopie gemessen werden.
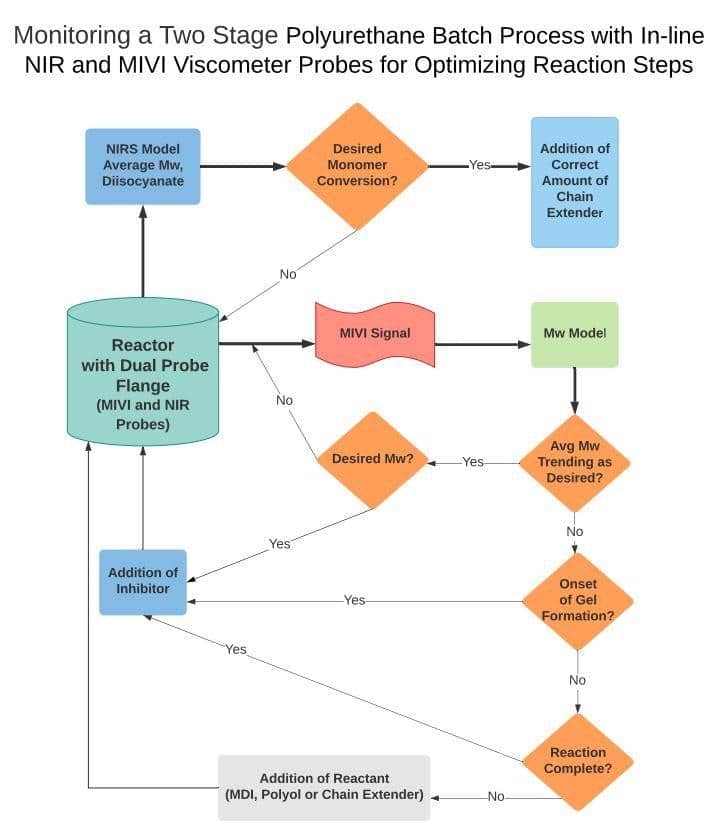
Bildnachweis: Guided Wave
Während des zweiten Reaktionsschritts wird das durchschnittliche Polymermolekulargewicht sowohl durch Prozessspektroskopie als auch durch Viskosimetrie überwacht. Je nach dem Trend des Molekulargewichts wird die Reaktantenzufuhr auf der Grundlage der NIR- und MIVI-Echtzeitdaten angepasst oder dosiert.
Die duale Messung ist ein optimales Mittel, um die Polymerisationsrate auf einen spezifikationsgerechten Endpunkt hin zu steuern.
Es sollte auch beachtet werden, dass die Präzision, mit der ein NIR-Analysator, wie der NIRO Full Spectrum Analyzer, das durchschnittliche Molekulargewicht messen kann, mit zunehmendem Monomerumsatz abnimmt.
Eine angepasste Lösung
Ein Prozessviskosimeter wie das MIVI wird daher zur genaueren Messung des durchschnittlichen Molekulargewichts während der letzten Phasen der Vernetzung und Kettenverlängerung eingesetzt.
Der Beginn der Gelierung kann sowohl durch Prozessspektroskopie als auch durch Viskosimetrie bestimmt werden. Wenn das NIR feststellt, dass die Monomerumwandlung ohne Änderung des durchschnittlichen Molekulargewichts erfolgt, ist der Beginn der Gelierung wahrscheinlich.
Die Viskosimetrie kann als sekundäre Bestätigung der Gelierung verwendet werden. Wenn die Gelierung eintritt, misst das Viskosimeter eine plötzliche Störung aufgrund der Agglomeration oder Verzweigung der Polymere.
Der Ansatz mit zwei Sonden ermöglicht es dem Verfahrenstechniker, schnell auf die Gelierung zu reagieren und Inhibitoren zuzusetzen, um die Vernetzungsgeschwindigkeit zu verlangsamen. Die Konzentration der Inhibitoren, wie z. B. Salzsäure, kann durch Prozessspektroskopie gemessen werden.
Sobald sich der Reaktionstrend normalisiert hat, kann die Menge des Inhibitors reduziert und die Dosiermenge des Reaktanten, z. B. des 1,4-Butandiols, erhöht werden. Das Prozesssteuerungsschema ermöglicht es dem Verfahrenstechniker, die Reaktion auf die gewünschten Molekulargewichtsverläufe zu steuern und sicherzustellen, dass ein spezifikationsgerechtes Produkt hergestellt wird.
Sobald das Zielmolekulargewicht erreicht ist, kann der Verfahrenstechniker das spezifizierte Polyurethan zur Weiterverarbeitung, z. B. zur Extrusion, weiterleiten.
Schlussfolgerung
Die Herstellung von Massenpolymeren ist an sich ein recht routinemäßiger chemischer Prozess. Das Bestreben, die Produktion zu optimieren und damit die Herstellungskosten zu senken, macht jedoch eine Prozessanalyse in Echtzeit erforderlich.
Die Nahinfrarot-Prozessspektroskopie und die Viskosimetrie, die die Messung der Viskosität einschließt, sind beide ideale Kandidaten für die Bestimmung der physikalischen Eigenschaften von Polymeren.
Entwicklung moderner Prozessüberwachungsinstrumente ermöglicht direkte Echtzeitmessungen der chemischen Reaktionen wie Monomerumwandlung, Molekulargewicht, Säurezahl oder sogar Informationen über Seitenverzweigungen und Gele.
Doppelsonde und das anschließende Prozesskontrollschema können zur Verbesserung der Ausbeute bei der Batch-Copolymerisation eingesetzt werden.
Die von Elementale (Texas, USA) entworfene Sonde wurde in Zusammenarbeit mit Guided Wave und Sofraser entwickelt.
Diese Informationen wurden aus dem von Guided Wave zur Verfügung gestellten Material entnommen, überprüft und angepasst.
Für weitere Informationen zu dieser Quelle besuchen Sie bitte Guided Wave