Nous sommes ravis d’annoncer que Sofraser exposera à Achema 2024 situé à Francfort, en Allemagne, l’événement incontournable des technologies de process et de l’industrie chimique !
Venez nous rencontrer du 10 au 14 juin pour découvrir nos dernières solutions technologiques. Notre équipe vous accueillera au stand F1 dans le hall 11.1 pour vous présenter nos innovations en matière de mesure de viscosité et d’analyse de procédés.
Voici ce que vous pouvez attendre de notre stand à Achema 2024 :
💡 Études de cas : Regardez des études de cas, et comment ils peuvent être intégrés dans vos processus industriels.
🧪 Conseils d’experts : Nos docteurs & ingénieurs seront présents pour discuter de vos défis spécifiques et vous aider à trouver des solutions sur mesure.
🎁 Concours et prix : Participez à notre jeu concours exclusif et gagnez de précieuses expériences de loisirs vibratoires, alors ne manquez pas cette opportunité !
N’oubliez pas de noter ces dates et de nous rendre visite à Achema 2024. Nous sommes impatients de partager nos innovations avec vous et de discuter des dernières tendances de l’industrie.
Dans la production de polymères, le degré de polymérisation dépend strictement de la conversion. Celle-ci est très sensible aux impuretés et au déséquilibre molaire, surtout lorsque la conversion est élevée.
Le déséquilibre des monomères peut empêcher la formation de longues chaînes de polymères, (entraînant une stagnation du poids moléculaire) et favoriser l’apparition de réactions secondaires indésirables (entraînant la ramification des chaînes, la gélification et/ou la dégradation des chaînes).
Le développement et la mise en œuvre de procédures de surveillance et de contrôle en ligne de la conversion et de la masse moléculaire moyenne en poids (Mw) sont hautement souhaitables. Cela évitera la formation de gel, la stagnation précoce de la Mw et la dégradation de la chaîne polymère.
Les outils de mesure de processus en ligne tels que la spectroscopie de processus dans le proche infrarouge (NIRS) et la rhéologie qui comprend les mesures de la viscosité; sont tous deux des candidats idéaux pour déterminer les propriétés physiques des polymères.
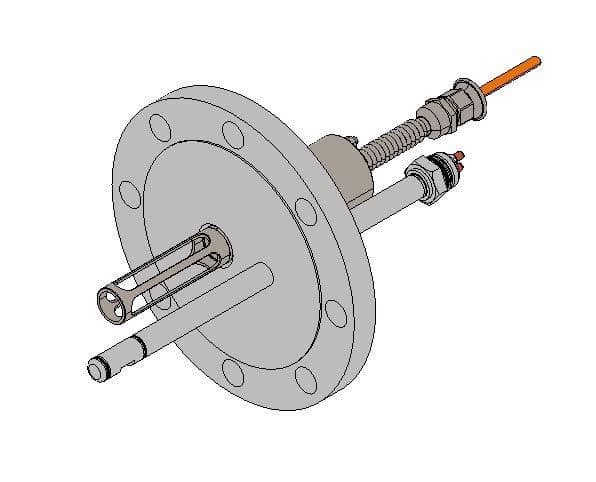
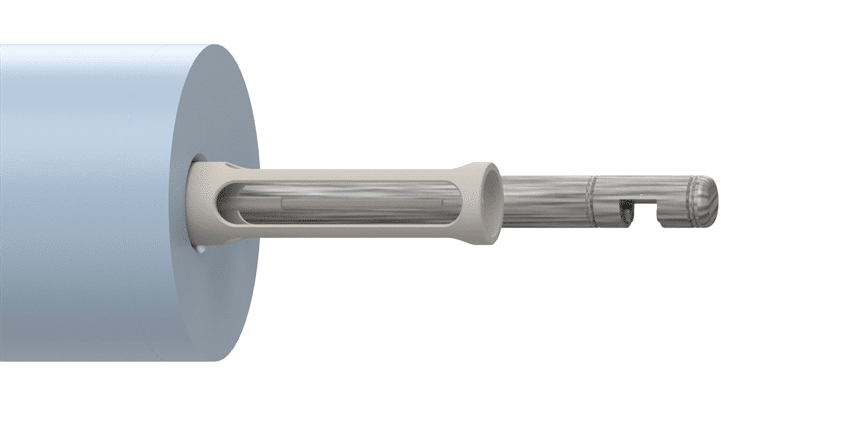
Guided Wave et Sofraser s’associes pour mettre au point un système de mesure double. Capable d’être installé sur une seule bride partagée.
Ce système s’installe directement sur le côté d’un réacteur pour le contrôle en temps réel de la production de polymères.
Figure 1. Bride à double sonde développée par Guided Wave et Sofraser. Elle permet de mesurer en temps réel la viscosité et le proche infrarouge à partir du même endroit dans un réacteur. Image Credit: Guided Wave
En disposant d’une mesure NIRS et d’une mesure de viscosité dynamique les ingénieurs de procédés peuvent prendre des décisions éclairées basées sur les tendances en temps réel de la construction du polymère de la réduction des monomères et de la masse moléculaire moyenne en poids. De plus, la configuration à double sonde permet aux deux mesures de se produire dans les mêmes conditions d’écoulement et d’échantillon localisées.
En d’autres termes, si les sondes du viscosimètre et du NIRS étaient installées sur des brides distinctes, à des endroits différents du réacteur, l’écoulement transitoire dans le réacteur pourrait introduire un biais entre les deux techniques.
Aperçu de la production de polyuréthane et du rôle de la PAT
Les polyuréthanes, comme d’autres polymérisations similaires à croissance par étapes, sont généralement produits dans des procédés en deux étapes.
La première étape de la polymérisation
Les matériaux polymères de faible poids moléculaire moyen (prépolymère) sont produits par la réaction d’un polyol et d’un grand excès de diisocyanate, généralement avec un rapport molaire d’alimentation de 2:1. La spectroscopie NIR permet de mesurer le nombre de groupes hydroxyles réactifs (OH) sur le polyol.
L’indice OH a un impact direct sur le nombre de liaisons uréthanes, ce qui influence grandement les propriétés physiques du produit polyuréthane final. L’indice OH est donc un paramètre important à surveiller et à contrôler pendant la production de polyols.
En outre, la méthode de laboratoire couramment utilisée pour déterminer l’indice d’hydroxyle prend du temps et implique l’utilisation de matériaux dangereux. Une sonde de transmission NIR in situ a un débit plus rapide et réduit l’exposition professionnelle aux matériaux dangereux requis pour les tests hors ligne.
La deuxième étape de la polymérisation
La chaîne du polymère est allongée par la réaction du prépolymère avec un diol ou un polyol de faible poids moléculaire (extenseur de chaîne). Normalement, l’objectif principal est la production de résines polymères de grands poids moléculaires à la fin de la deuxième réaction stp. Pour atteindre cet objectif, certains objectifs secondaires doivent être poursuivis.
Premièrement, la conversion et la composition des monomères doivent être rigoureusement contrôlées au cours de la première étape de réaction. Deuxièmement, la quantité de polyol introduite dans le récipient de réaction au cours de la deuxième étape doit être rigoureusement contrôlée.
Ces objectifs de contrôle secondaires sont nécessaires pour éviter le déséquilibre des monomères, qui peut conduire à la production de polymères de faible poids moléculaire et finalement causer la perte du produit du lot.
Enfin, l’évolution des masses moléculaires moyennes en poids doit être surveillée avec précision par viscométrie et spectroscopie de procédé. Les résultats de ces outils de surveillance du procédé peuvent ensuite être utilisés pour contrôler les masses moléculaires moyennes en poids et d’autres paramètres pendant l’étape d’extension de la chaîne de la synthèse du polyuréthane.
Schéma de contrôle de la viscosimétrie et de la spectroscopie dans le processus de synthèse des polyuréthanes
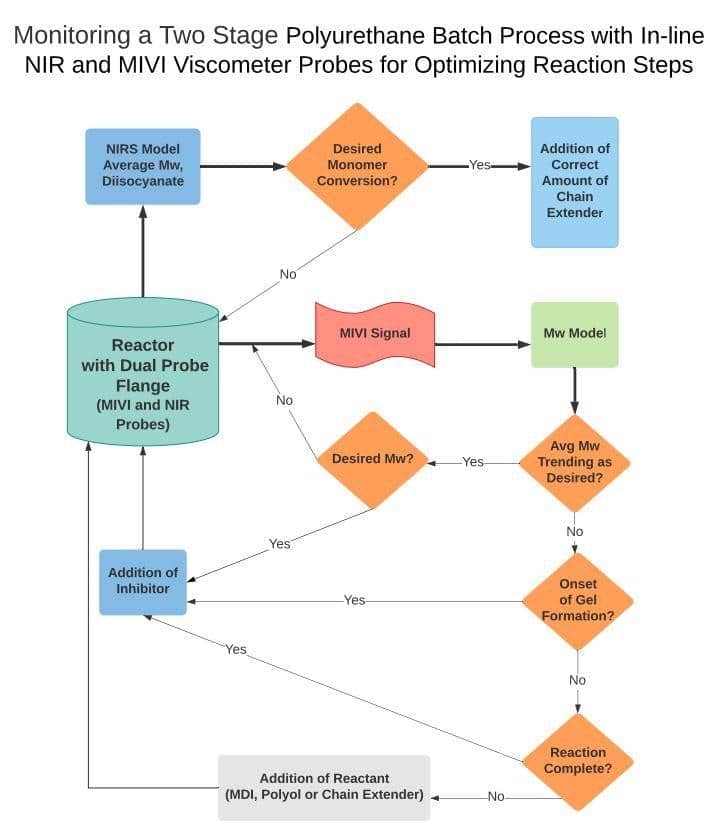
La logique de commande présentée ci-dessous est adaptée selon les besoins pour répondre aux exigences spécifiques du produit. Au cours de la première étape; la spectroscopie de processus s’utilise pour surveiller la conversion des monomères et la masse moléculaire moyenne en poids.
D’autres paramètres tels que la concentration ou le rapport des diisocyanates, la concentration d’eau en excès ou le rapport des produits de réaction du glycol peuvent également être mesurés par spectroscopie de processus.
Figure 2. L’organigramme ci-dessus montre comment la mesure combinée de la viscosimétrie et de la spectroscopie du procédé peut être utilisée pour contrôler la copolymérisation à croissance progressive. Image Credit: Guided Wave
Au cours de la deuxième étape de la réaction; le poids moléculaire moyen du polymère est surveillé à la fois par spectroscopie de procédé et par viscométrie.
En fonction de la tendance du poids moléculaire; le taux d’alimentation en réactifs est ajusté ou dosé sur la base des données NIR et MIVI en temps réel.
La double mesure est un moyen optimal pour contrôler le taux de polymérisation vers un point final conforme aux spécifications.
Il convient également de noter que la précision avec laquelle un analyseur NIR, tel que l’analyseur à spectre complet NIRO, peut mesurer la masse moléculaire moyenne. Et commence à diminuer lorsque la conversion des monomères augmente.
Une solution adaptée
Un viscosimètre de procédé tel que le MIVI s’utilise pour mesurer plus précisément le poids moléculaire; moyen pendant les étapes finales de réticulation et d’extension de la chaîne.
Le début de la gélification se détermine à la fois par la spectroscopie de procédé et la viscosimétrie. Le NIR détermine que la conversion des monomères se produit sans changement du poids moléculaire moyen. Alors le début de la gélification a probablement eu lieu.
La viscosimétrie s’utilise comme confirmation secondaire de la gélification. Si la gélification se produit, le viscosimètre mesurera une perturbation soudaine due à l’agglomération ou à la ramification des polymères.
L’approche à double sonde permet à l’ingénieur des procédés de réagir rapidement à la gélification. Et donc de commencer à ajouter des inhibiteurs pour ralentir le taux de réticulation. La concentration des inhibiteurs, tels que l’acide chlorhydrique, peut être mesurée par spectroscopie de procédé.
Une fois que la tendance de la réaction est revenue à la normale, la quantité d’inhibiteur réduit le taux d’alimentation du réactif; tel que les 1,4 Butane Diols, augmenté. Le schéma de contrôle du procédé permet à l’ingénieur de procédé de guider la réaction vers les trajectoires de poids moléculaire souhaitées et garantir la production d’un produit conforme aux spécifications.
Une fois le poids moléculaire cible atteint, l’ingénieur des procédés peut transférer le polyuréthane conforme aux spécifications pour tout traitement de post-formation tel que l’extrusion.
Conclusion
La production de polymères en vrac est en soi un processus chimique assez routinier. Par ailleurs, la volonté d’optimiser la production et de réduire les coûts de fabrication rend nécessaire l’analyse des processus en temps réel.
La spectroscopie de procédé dans le proche infrarouge et la viscosimétrie, qui comprend la mesure de la viscosité; sont toutes deux des candidates idéales pour déterminer les propriétés physiques des polymères.
Le développement d’outils modernes de surveillance des processus permet de mesurer directement et en temps réel les réactions chimiques. On y retrouve la conversion des monomères, le poids moléculaire, l’indice d’acide, ou même les informations sur les ramifications latérales et les gels.
La double sonde et le schéma de contrôle du processus s’utilisés pour améliorer le rendement de la copolymérisation par lots.
Conçue par Elementale (Texas, USA), cette sonde a été développée en collaboration avec Guided Wave et Sofraser.
Ces informations sont sourcées, revues et adaptées à partir de documents fournis par Guided Wave.
Pour plus d’informations sur cette source, veuillez visiter Guided Wave
Application de la mesure de viscosité en polymérisation
Mesurer la viscosité est un moyen indirect de mesurer de la masse moléculaire des polymères. Les résines phénoliques ont des réactions exothermiques. Elles sont très sensibles à la température, et leur valeur de viscosité nécessite une observation continue. Si la réaction se produit trop rapidement, il en résulte une mauvaise qualité du polymère et un possible durcissement. Cela cause d’énormes pertes de matières premières et de très longs temps d’arrêt nécessitant une maintenance compliquée, des coûts de main d’œuvre supplémentaires et des retards de livraison. Parfois même toute l’installation doit être remplacée, représentant un coût exorbitant.
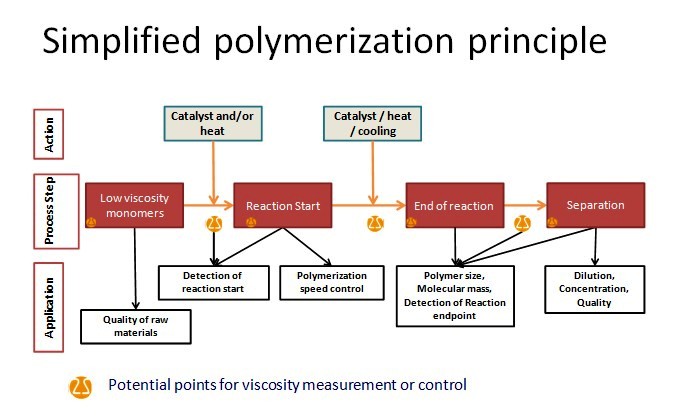
Application de la viscosité en polymérisation
Les points critiques liés à la viscosité de résines dans un procédé de polymérisation par batch sont les suivants : contrôle des matières premières; détection du début de la réaction; contrôle de la vitesse de polymérisation, mesure de la masse moléculaire, caractérisation de la longueur de chaîne, détection du point final de réaction, contrôle de la dilution du polymère, mesure de la concentration, et contrôle de la qualité finale du produit.
La très bonne sensibilité du MIVI dans les faibles viscosités, associée à une haute gamme pleine échelle du capteur; en font l’instrument idéal pour contrôler la viscosité des process de polymérisation de résine phénolique.
L’installation d’un capteur MIVI sur un réacteur de résine phénolique dans une usine fonctionnant par batch. Il offre une plus grande sécurité en production grâce aux alarmes, et évitant tout problème de durcissement. Depuis, cette usine n’a plus rencontré de problème de prise en masse de l’installation. Les économies réalisées après l’installation du viscosimètre de process MIVI dans l’unité de polymérisation de résine phénolique par batch; se chiffrent avec un retour sur investissement d’environ un an.
Le polyuréthane est un des polymères les plus polyvalents. Il est apparu à la fin des années 30 et s’utilise comme matériau isolant; de revêtement, d’adhésif et de matière plastique solide. Le polyuréthane est produit sous différentes formes : mousse souple et mousse réticulée, élastomère ou encore revêtement. Il est en forte demande dans le monde entier et en particulier en Chine.
Pour la mesure de viscosité en ligne dans les procédés de distillation et d’évaporation du MDI/TDI
Les polyuréthanes sont produits par réaction d’un isocyanate; généralement le TDI (diisocyanate de toluène) ou le MDI (méthylène diphényle diisocyanate) avec un polyol (éthylène ou propylène glycol par exemple). Selon le produit fini attendu, des additifs ou autres ingrédients sont incorporés pour obtenir la formulation souhaitée.
Au cours du processus de fabrication, les matières premières sont pompées depuis leur réservoir de stockage vers un réacteur sous pression; où elles sont chauffées et agitées, en surveillant la pression et la température.
Le MDI ou TDI « pur » est produit par la réaction d’une diamine (MDA ou TDA), avec du phosgène. Les diisocyanates bruts sont ensuite fractionnés dans une colonne de distillation pour produire des mélanges plus purs d’isomères. Au bas de la colonne, un mélange de MDI ou de TDI et de goudron est envoyé pour récupération par un procédé d’évaporation et de séchage afin d’augmenter le rendement de l’unité de MDI/TDI.
La viscosité est un paramètre crucial pour l’évaporation du MDI/TDI et peut également être bénéfique dans d’autres cycles de la fabrication.
Un contrôle précis de la viscosité et de la température permet de suivre avec précision la teneur en résidus de l’évaporateur qui; à son tour, donne des informations fiables sur le bon fonctionnement du processus.
L’installation d’un viscosimètre MIVI permet d’effectuer une mesure de viscosité directement sur le réacteur ou sur un angle de canalisation; en sortie de l’évaporateur ou de la tour de distillation. Le viscosimètre MIVI permet la surveillance du résidu afin de s’assurer que suffisamment de produit a été récupéré. Il permet également de contrôler la qualité finale du produit.
Classé dans la famille des produits polymères, l’amidon est employé dans de nombreux secteurs industriels, en particulier dans l’industrie de l’emballage. La colle d’amidon s’utilise pour le collage de produits en papier et intervient dans la fabrication de carton ondulé.
La viscosité dans le collage de produits en papier
Le carton ondulé est l’une des applications les plus importantes utilisant de la colle à l’amidon. Le carton ondulé résulte de l’adhérence d’une couche de papier cannelé entre deux couches plates. L’amidon s’utilise comme adhésifentre ces différentes couches. Le contrôle de la viscosité de l’adhésif pendant le processus de fabrication est primordial. Lorsque la viscosité n’est pas dans la plage acceptable; elle affecte la qualité du produit final et les imperfections sont importantes.
Les adhésifs avec une viscosité suffisante entraînent une plus faible imprégnation des papiers et cartons, ce qui favorise la qualité et la résistance des joints adhésifs.
Il convient de noter que le comportement rhéologique de la colle d’amidon est complexe. Principalement pseudoplastique et thixotrope, la colle d’amidon nécessite un instrument de mesure de viscosité précis et polyvalent.
Un viscosimètre pour maintenir la qualité du produit final
L’installation d’un capteur MIVI sur la chaîne de production, ou les systèmes de mélange d’amidon, fournit des valeurs de viscosité continues et stables lors de la pose de l’adhésif. Le viscosimètre MIVI et l’électronique associée garantissent l’absence de défaut dans le dépôt de colle.
En savoir plus sur le contrôle de la viscosité de la colle d’amidon Découvrez le viscosimètre MIVI







{kind=link}