Cocoa spread
Cocoa products are usually hard to measure being mostly solid. But as a sweetened hazelnut cocoa spread and as more ingredients are added to the mix, it becomes easier to measure viscosity directly with a viscometer.
Sweetened hazelnut cocoa spread is widely used across the world as a breakfast or snack time treat. Customers like it for its consistent taste and texture, and might be hard for industrials to keep it that way for every single item.
When industrialized, cocoa spread is made in tanks by batches, and goes through a process line.

A viscometer for the batch
To ease the process and to help prevent an imperfect batch, industrials can install a viscometer on their process. Either in the tank or in line, this viscometer will help keeping consistency, viscosity and temperature at a standard. It is a great batch control instrument, to make sure your final product is always the same.
A viscometer is able to help you save time by controlling the batch as well as saving raw materials, by controlling viscosity, you control the state of your batch.

Sofraser viscometers are the solution
Reliable and repeatable, Sofraser’s bestseller results in peak production and end-product quality by delivering 24/7 instantaneous measurement.
The MIVI, Sofraser’s well proven vibrating type viscometer is able to provide efficient analysis of viscosity, temperature, concentration and more.
Sofraser’s MIVI has a sanitary configuration that is designed to fit the food and beverage industry’s need for sanitary solutions.
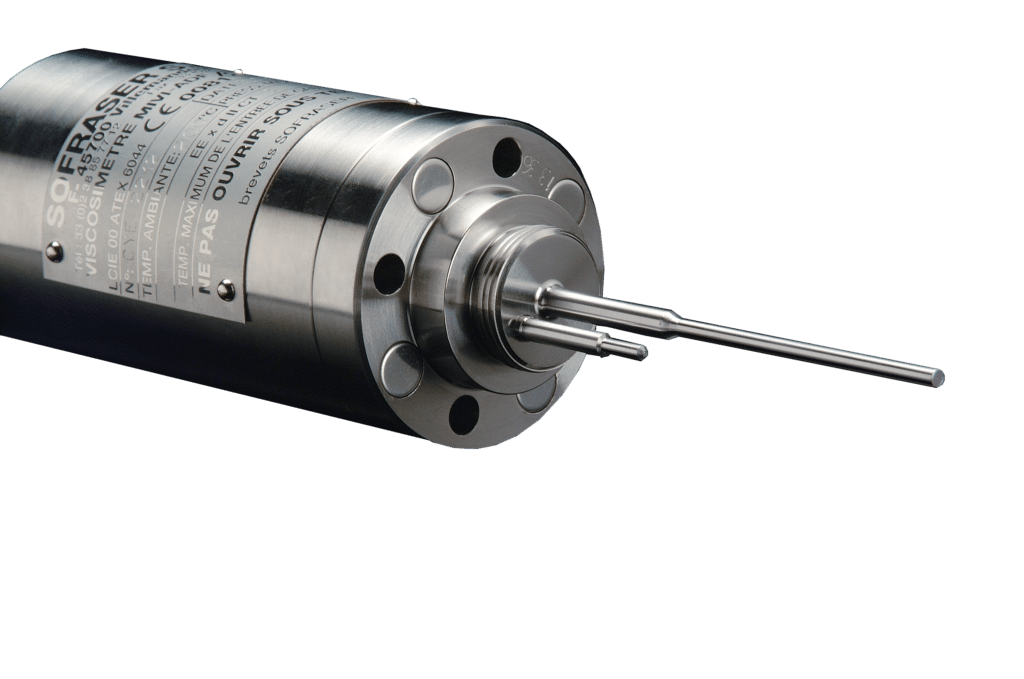
This sanitary design allows no niches spaces and can be cleaned in place (CIP). There are therefore no need to uninstall it from the process, saving you time.
The MIVI sanitary is compatible with our high pressure and high sensitivity version. The sensor is also corrosion resistant (316L SS) and compatible with sanitary procedures, don’t hesitate to contact us to know more about the product.